Dokumentation einer Zylinderkopfüberholung Trident T160
Da gute, nicht vermurkste Zylinderköpfe immer rarer werden muss bei dem vorhandenen Material immer mehr Aufwand betrieben werden.
Die üblichen Probleme bei englischen Köpfen, und nicht nur bei Triumph:
- Aufnahmebohrung der Ventilführung:
- Die Bohrungen haben immer Fressspuren
- Die Bohrungen sind nicht rund und nicht zylindrisch
- Die Bohrungensind nicht in einer Flucht
- Die Ventilwinkel stimmen nicht
- Die Ventilsitze sind nicht in einer Flucht

Zum Aufspannen des Zylinderkopfes wird eine extra angefertigte Aufspannplatte auf einem Winkeltisch montiert.

Jetzt wird der Winkeltisch ausgerichtet. Dafür wird ein Spanndorn in die alten Ventilführungen gespannt und mit einer Messuhr senkrecht ausgerichtet.
Bei diesem Kopf einer T160 wurde beim umspannen auf die gegenüberliegende Seite festgestellt das die Aufnahmen für die Ventilführungen exakt spiegelbildlich waren und das ist sehr selten der Fall.

Die alten Ventilführungen werden dann mit einem Spiralbohrer ausgebohrt und das sauber bohren der Aufnahmen erfolgt mittels Ausbohrkopf und Bohrstange.

Die feingebohrten Aufnahmen.

Messen der feingebohrten Aufnahmen.

Die Bohrungen müssen eigentlich immer feingebohrt werden da sie durch das Einpressen der originalen Führungen oder durch anderweitige Reparaturversuche immer Fressspuren aufweisen.
Die fertigen Maße der Bohrungen hier in einer Tabelle:
|
Zyl. Links (mm) |
Zyl. Mitte (mm) |
Zyl. Rechts (mm) |
|
| Bohrung Einlassführung |
13,01 |
12,80 |
13,01 |
| Bohrung Auslassführung |
12,82 |
12,81 |
12,81 |
Dann werden die Übermaßführungen auf neue Masse gedreht. Als Pressmaß zwischen Bohrung und Führung ist 0,03 -0,05 mm angestrebt. Die Masse wieder in einer Tabelle:
|
Zyl. Links (mm) |
Zyl. Mitte (mm) |
Zyl. Rechts (mm) |
|
| Durchmesser Einlassführung |
13,05 |
12,84 |
13,05 |
| Durchmesser Auslassführung |
12,85 |
12,85 |
12,84 |

Nachdem dann die Führungen in den erwärmten Kopf eingepresst wurden müssen sie im Innendurchmesser nachgearbeitet werden.
Maße aller Ventilschäfte: 7,89mm
Aufreiben der Ventilführungen mit aufgesetztem Zentrierkonus.
Maße: Einlass 7,93mm Auslass: 7,94mm
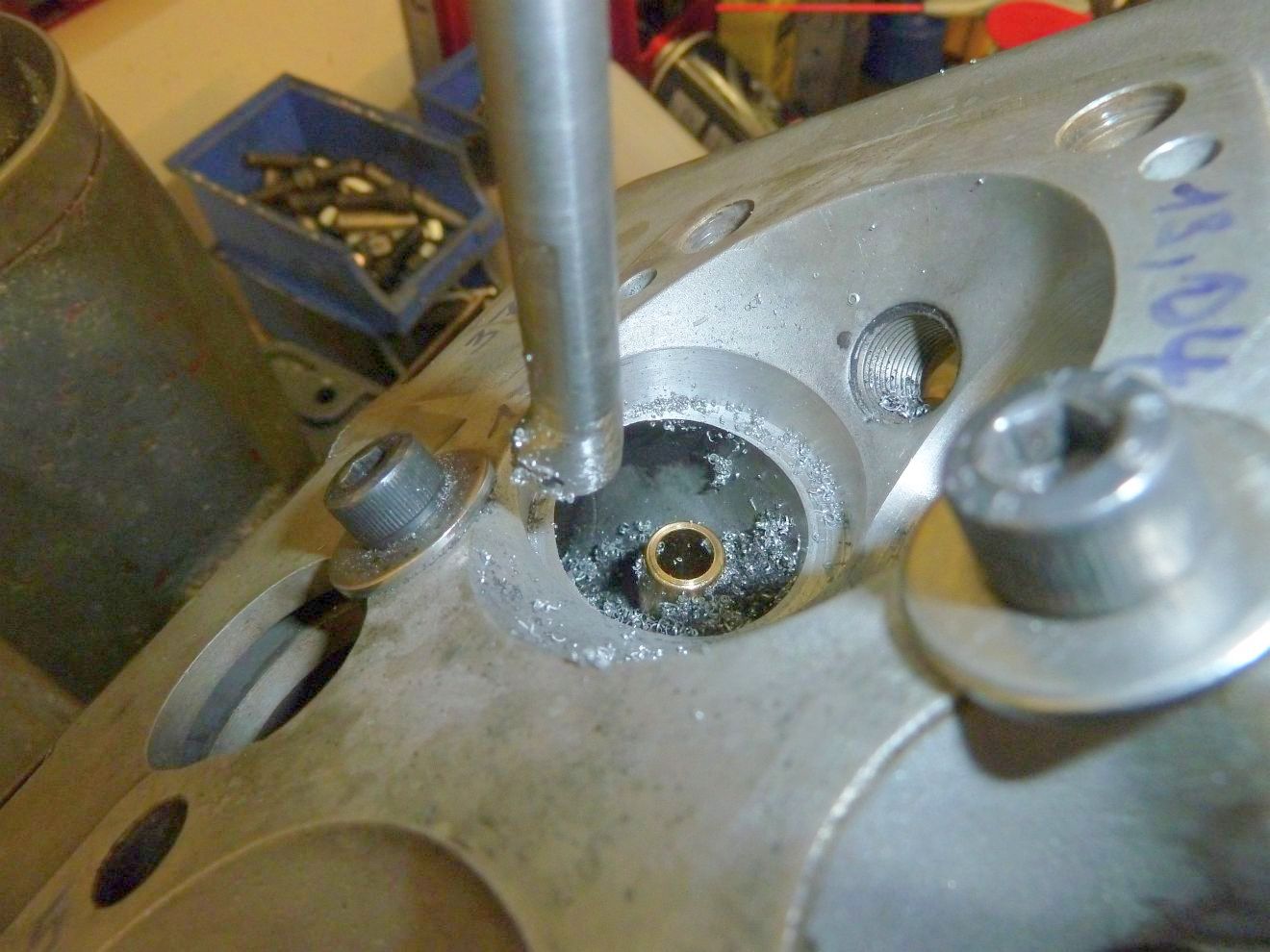
Die fertigen, neuen Ventilführungen dienen nun als Ausgangspunkt zur Bearbeitung der Ventilsitzringe. Das Bohrwerkzeug wird nun in der Führung zentriert und damit kann der alte Sitzring ausgebohrt werden.

Wenn wirklich alles konzentrisch wäre, würde beim Ausbohren von den alten Sitzringen nichts mehr übrig bleiben. Hier ein kümmerlicher Rest.
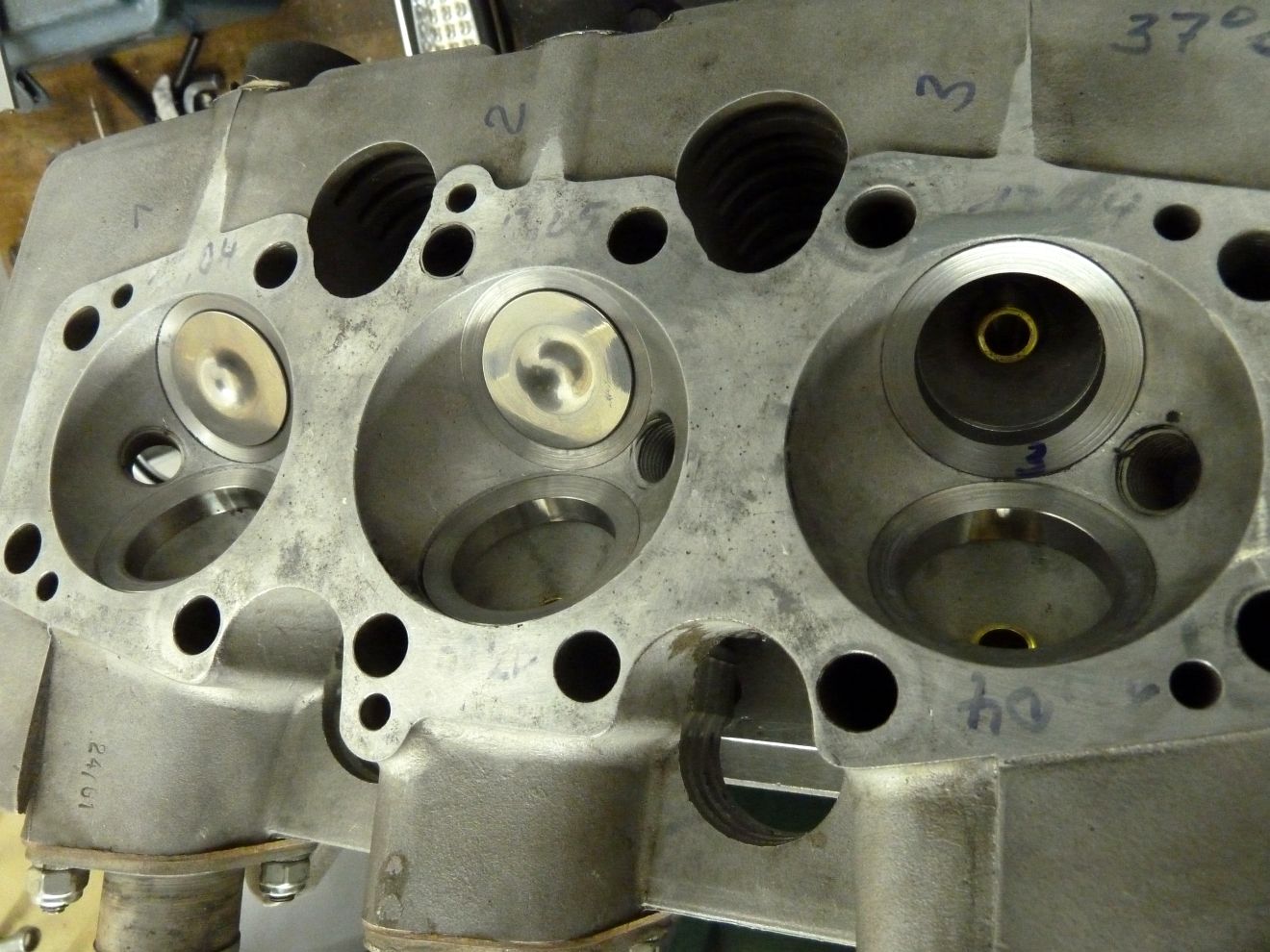
Die neuen Sitzringe, noch nicht alle fertig bearbeitet.
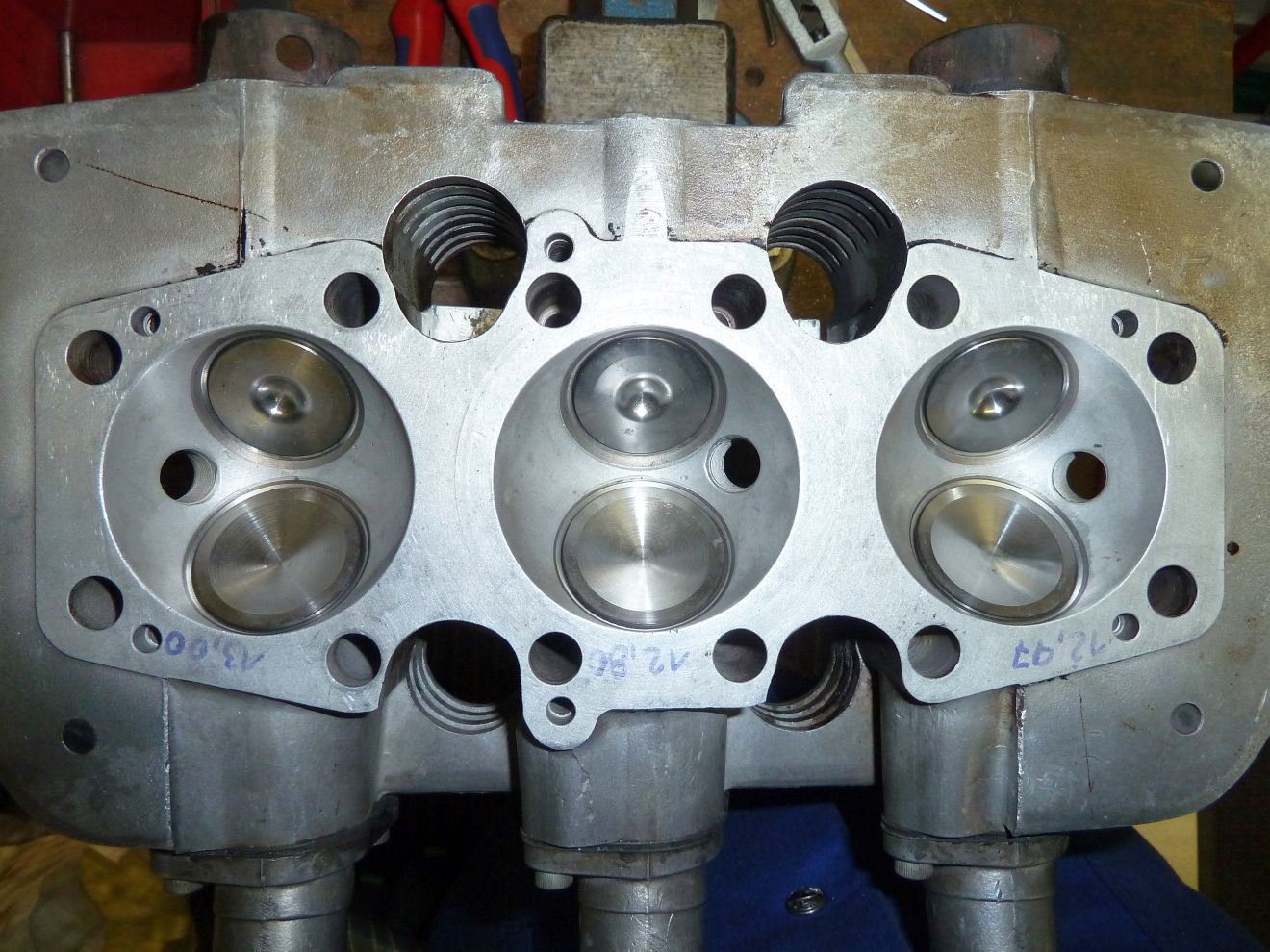
Alle Sitze gefräst, Ventile drin, Abstreifen auf den Führungen, fertig zur Montage.
